Wax on Wax off – Part 1 – De-waxing the shell
The de-waxing process is one of the most important steps in the Investment casting process. Kevin Lee has completed immense work on this area for his PhD and has researched many aspects of the process. For this, we have also included LBBC Technologies’ Howard Pickard to give us his extensive insight into the best working practices of Boilerclave® technology.
Introduction
The process of removing the wax is thought to be one of the most important processes to produce a sound investment cast mould. Any microcracks built in during shell build are then evident when the dewax occurs. We know the green or de-waxed shells before firing are vulnerable and fragile. The shell’s components are basically held together by colloidal networks and occasionally polymers and fibres.
Most foundries use autoclaving method to remove wax patterns. We are aware that some foundries are using flash firing to de-wax but I will leave that out for now. The main advantage of using steam as opposed to air (in an oven) is to transfer ‘energy’ to the wax interface layer as quickly as possible. Other advantage of using this method is that the melted wax can be reclaimed and also reduces emission of polluting gas compared to flash firing method. The amount of wax left over after autoclave de-waxing is relatively low (see Figure 1) and therefore less ash produced during the firing process.

Figure 1: Morphology of wax on inner surface of shell after Boilerclave® dewaxing with filler particles remain on the surface (1)
During the autoclaving process, the steam instant heat energy source is introduced to the surface of the shell, the solid wax in the shell then starts to change phase and transform into liquid phase. The phase transformation and liquid volume expansion starts to exert stress on the inside surface of shell. The pressure developed due to the expansion must be relieved quick enough before the shell cracks. The mechanism for the pressure relieve is that when the steam penetrates the shell and melted the surface of the wax, the wax will penetrate the shell by passing into the prime coat. The volume of wax lost after penetrating the shell helps to relieve the pressure build up in the shell. At the same time, with the presence of polymer, the shell offers a stronger, more forgiving system to absorb the pressure build up. The schematic of heat transfer during autoclaving and complete mechanism that occur during dewaxing is illustrated in Figure 2 and Figure 3 respectively. The mechanism will be discussed in two topics – Shell and wax.
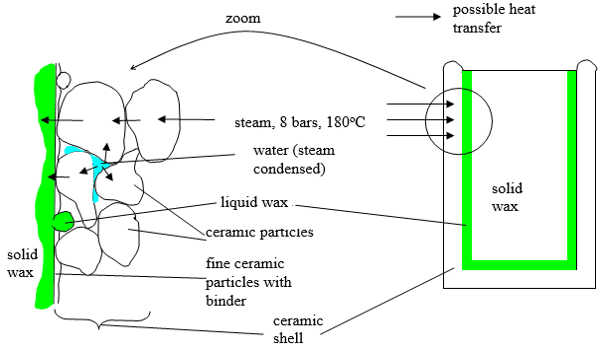
Figure 2: Schematic of the heat transfer in the autoclave (2)
 Figure 3: Mechanism that occur simultaneously during the de-waxing process
Figure 3: Mechanism that occur simultaneously during the de-waxing process
Shell properties – Prime coat
It is important to relieve sufficient pressure through the prime without compensating the surface roughness and integrity of the prime coat. Polymers are sometimes added to the prime slurry which offers flex in the shell and absorb the wax expansion. More advantages of adding polymers into the slurry has been addressed by Dr. Gavin Dooley in his AdBond®Quikset™ article. For good shell permeability, the prime coat must be readily wetted by the liquid wax. Factors influencing the wetting of a surface includes prime coat surface roughness, heterogeneity of the surface, temperature, rate of wetting and wax liquid characteristics. A simple test was carried out by Jones et al. in Figure 4 to show the wettability of wax on the prime coat at different temperature. The test shows that the contact angle (wettability) of wax on prime coat does varies with temperature.
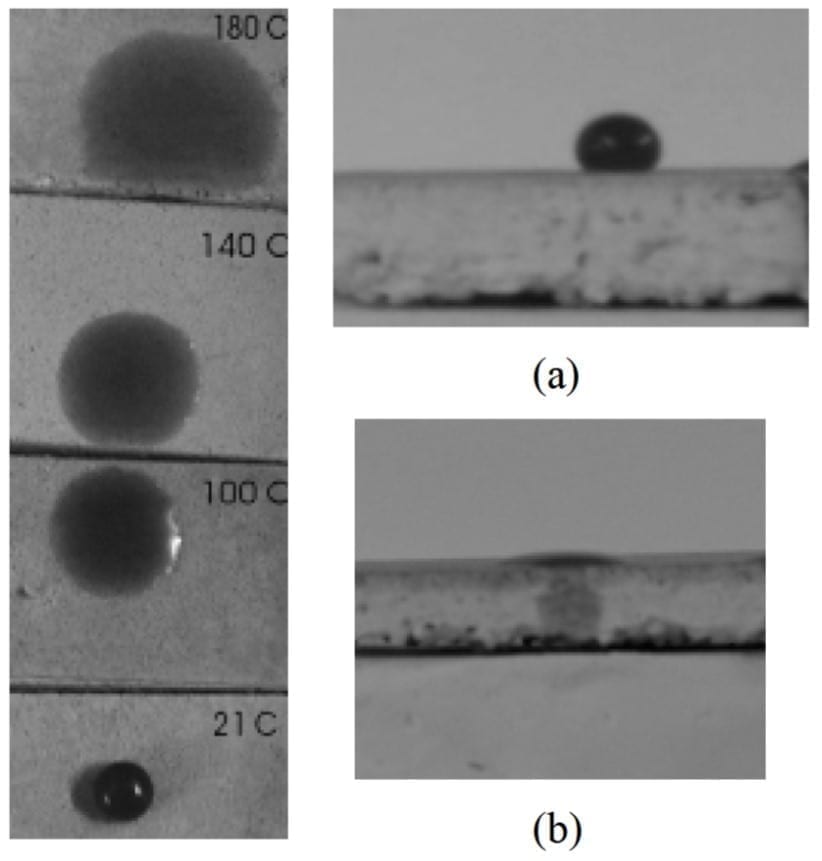
Figure 4: Plan view of wax contact angle results at different temperature: (a) side view at 21 °C : (b) side view at 180 °C (3)
Shell properties – Back up coat
Back up coats require the most attention when it comes to preventing shell cracking. Back up coats offers the extra strength required to prevent shell cracking. Back up coats can vary from as little as 4 coats up to 10 or even 12 coats depending on the slurry system and mechanical strength increases in correlation to the shell thickness. Increasing shell thickness would however increases the heat capacity of shell in the Boilerclave® and in turn more steam energy is required to melt the wax. It is therefore important to have a balance of porous shell system to allow adequate amount of steam to penetrate the shell and good mechanical strength. Again, addition of polymers will increase the green strength and therefore increase the survivability rate of the shell (see AdBond® Quikset™ at Remet Insights).
Wax properties
Investment casting pattern waxes are usually made up of paraffin waxes and microcrystalline waxes that form the base wax and further addition of fillers, resin and plasticizer depending on the application. To design a wax good for autoclave de-waxing, parameters such as volumetric thermal expansion, viscosity, melting point, heat capacity and conductivity are critical.
Let’s start with filled wax. The main intention of adding fillers to wax is to improve dimensional performance, reduce shrinkage and better mechanical properties. The two common fillers that are added to the waxes but not limited to are cross linked polystyrene and terephalitic acid (see Figure 4). There are other fillers available and have been used in different waxes including water. Recently there is even development of pattern waxes that do not contain any fillers such as the FF>>FormTM.
The addition of suitable fillers is complicated. Addition of fillers changes the rheological properties of the base wax, which usually increases the viscosity. Plastisizers are another additive that is occasionally added to manipulate the rheological behaviour of waxes. Addition of filler will also increase the thermal conductivity of pattern wax. The fillers, which are generally better thermal conductors, will cause excessive melting of the bulk wax and thus the pressure build up in the shell moulds during dewaxing.
 Figure 5: Selected transmitted light micrographs of the waxes (A) material A containing two filler forms and (B) containing one filler form (1)
Figure 5: Selected transmitted light micrographs of the waxes (A) material A containing two filler forms and (B) containing one filler form (1)
The thermal expansion of wax can also be affected by the amount of crystallinity in the wax (4). They suggest that crystallinity in wax varies because of shear during wax injection and greater crystallinity in wax increases the volumetric expansion. Certain resins can be added to reduce the crystalline structure and therefore reduce the expansion and contraction as a result (Figure 5). Example of the volumetric thermal expansion result of commercial filled and unfilled wax is illustrated in the Figure 6. Notice that unfilled wax expands more and this is generally true for most waxes when comparing waxes in that two different categories.
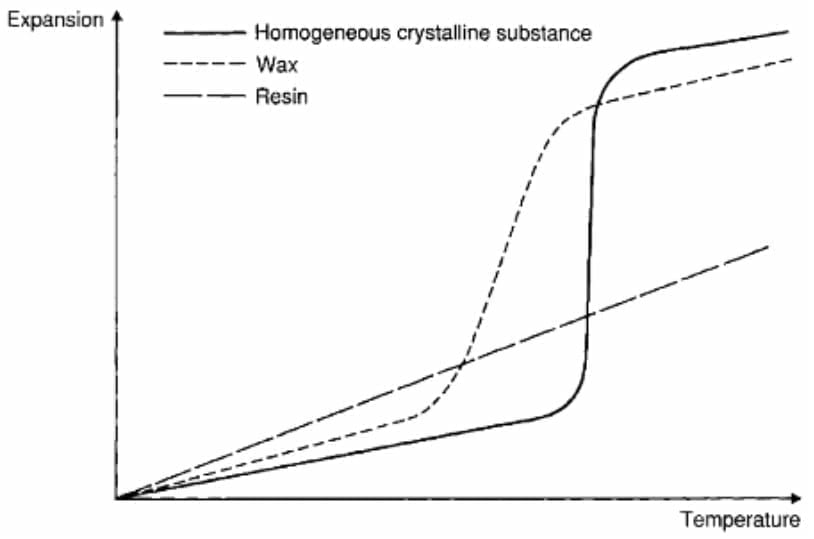 Figure 6: Comparing thermal expansion behaviour of wax and resin (5)
Figure 6: Comparing thermal expansion behaviour of wax and resin (5)
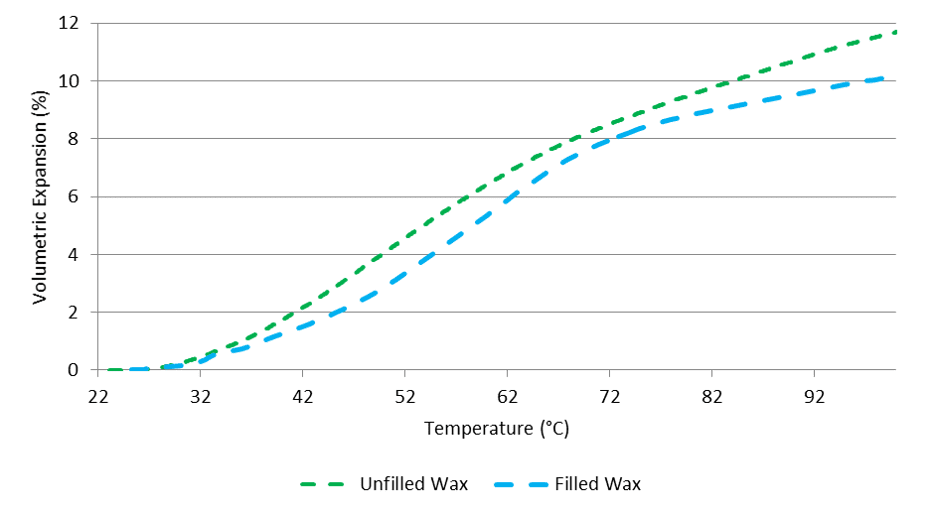 Figure 7: Comparison volumetric expansion of unfilled and filled waxes (Remet UK laboratory)
Figure 7: Comparison volumetric expansion of unfilled and filled waxes (Remet UK laboratory)
Autoclave De-waxing recommendation
We usually recommend running the autoclave at least at 6 Bar in 3 seconds (then let the pressure recover up to 8-9 bar). Note that the rate of steam pressure rising is more significant as energy effect than simply the pressure itself. Whereas conversely it is the pressure which is significant as too high of a depressurisation rate will cause condensed steam and pressure pocket in mould pores to expand rapidly and crack the moulds.
Current Boilerclaves® typically pressurise to 6 bar in 2-3 seconds ensuring the minimal shell cracking and giving the casting designer increased flexibility in geometry and shell system. In order to ensure the Boilerclave® uses as much of its steam on pressurisation for heating the shell/melting the wax, it is important to minimise heat loss and therefore keep the Quicklock® door closed.
Prior to doing the first batch of moulds it is important to make sure the Boilerclave® is fully up to pressure and warmed through. It is a good idea to run a couple of dummy cycles before the first batch.
The reliability of the door closing, locking and then the unit pressurising is also important. It is during this time that the shells are exposed to heat and the inner chamber must get up to 6 bar (170 °C) as fast as possible to minimise the chance of cracking. Regular maintenance, seal inspection, door operation and most importantly safety systems checks should be part of everyday routine.
Thanks for reading. Keep updated for more in Part 2. The article will focus more on practical consideration of de-waxing.
References
- Adhesion tension force between mould and pattern wax in investment castings. Lee, Kevin, Blackburn, Stuart and Welch, Stewart T. 2015, Journal of Materials Processing Technilogy, p. 225.
- Modelling of the De-waxing of Investment Cast Shells. Gebelin, Jean-Christophe, Jones, Samantha and Jolly, Mark. 2002.
- Boilerclave Thermal Profiles and the Effect of Moisture Upon Ceramic Shells During the steam De-wax Process. Jones, S., et al. 2002, IRC in Materials Processing.
- Thermal expansion of investment casting pattern wax. Sunderland, B. and Richards, V. s.l. : Investment Casting Institute, 2001. 49th Annual technical meeting.
- Beeley, P and Smart, R. Investment Casting. London : The Institute of Materials, 1995.

