Méthodes d’application de stuc – La théorie
Dans l’article ci-dessous, je voudrais discuter des différences entre les deux méthodes de stucage dans le moulage à cire perdue. Quelques articles de Jones [1] ont déjà été présentés sur le sujet. Je voudrais faire le point sur les travaux que j’ai menés pendant mon doctorat et présentés lors d’une conférence de l’ICI en 2013 [2].
De nombreux facteurs influencent la méthode d’application de stuc, c’est pourquoi je vais commencer par les bases de chaque méthode. Le premier article expose les bases du procédé et la théorie de l’application ainsi que l’énergie contenue dans le stuc lors du sablage. Nous examinerons ensuite l’effet sur la résistance de l’enveloppe, la perméabilité et la microstructure.
Il convient de noter que les deux méthodes présentent des avantages et des contraintes pour l’application du stuc. Un sablage excessif par ces deux méthodes peut enlever du sable et provoquer une abrasion.
 Figure 1 Le sablage excessif des pièces provoque une abrasion et des taches mises à nu
Figure 1 Le sablage excessif des pièces provoque une abrasion et des taches mises à nu
Par ailleurs, certains réfractaires peuvent se briser lors des opérations de sablage, ce qui entraîne une augmentation des fines de stuc ou des poussières dans le système. Cette poussière recouvre alors le coulis humide et réduit la quantité de sable amassé, ce qui entraîne des coques plus fines et plus fragiles. Les fines de stuc sont une propriété essentielle qui doit être prise en compte. Les fabricants d’équipements et les fournisseurs de matériaux doivent surveiller cette propriété en ayant recours à l’extraction pendant la fabrication et le traitement.
Sablage À pluie
Vue d’ensemble
Le sablage à pluie consiste à faire « pleuvoir » du sable sur le coulis humide. Il existe deux méthodes pour y parvenir. Comme le montre la figure 1, (a) la pluie tournante et (b) la pluie verticale sont deux méthodes de sablage à pluie. Ce système est un système de « ligne de vue » par lequel le sable qui tombe doit être appliqué sur la coque humide.
L’une des caractéristiques de ces systèmes est le tamisage automatique du sable pendant l’application, qui réduit les amas de sable (bourres, croûtes, etc.) appliqués sur la coque.
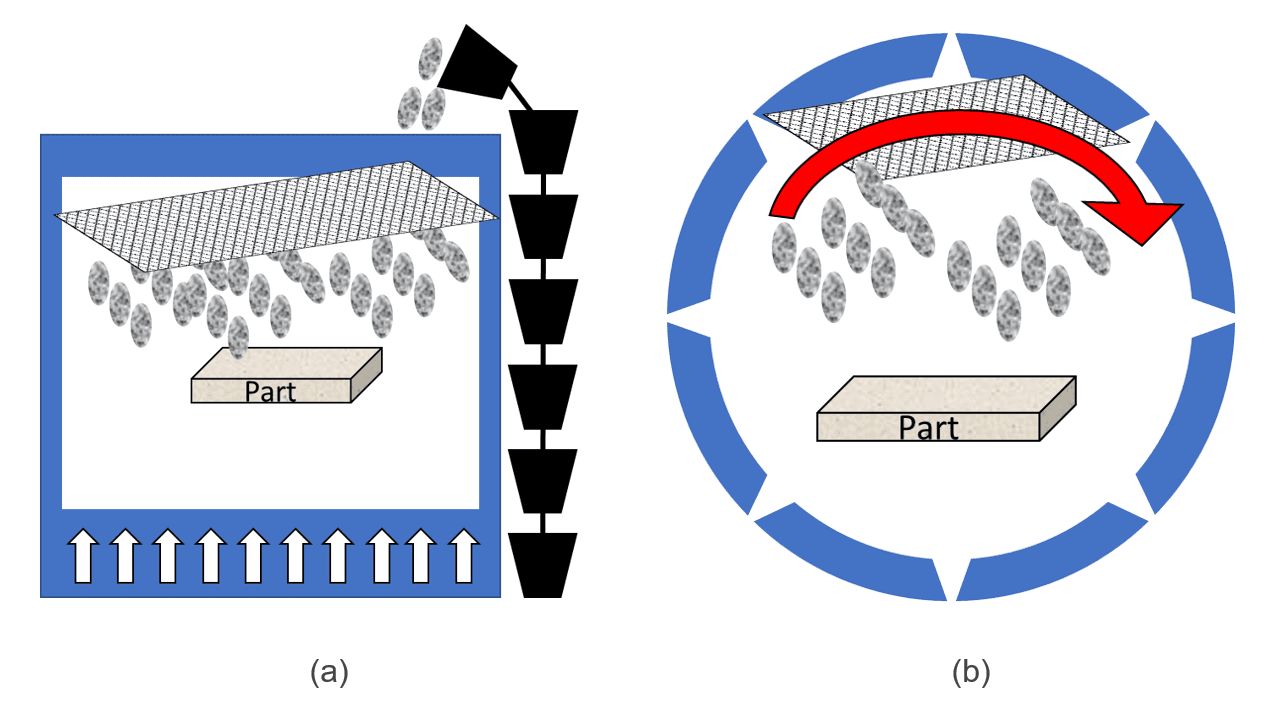
Figure 2 Variations du sablage à pluie (a) avec sableuse à pluie à godet ou à tarière et (b) sableuse à pluie rotative
Lits fluidisÉs
Les lits fluidisés sont largement utilisés dans de nombreuses applications, notamment dans les industries pharmaceutiques et alimentaires [3]. Un lit fluidisé est formé en faisant passer un fluide, généralement un gaz (air), de bas en haut à travers un lit de particules supporté par un distributeur [4]. Cette méthode peut être utilisée efficacement s’il existe des trous borgnes et des zones d’ombre qui doivent être couvertes. Ce procédé nécessite toutefois un contrôle plus strict du processus et un entretien régulier des tamis pour assurer un revêtement efficace des coques.
Dans les lits fluidisés, il existe également deux variantes qui sont utilisées pour énergiser les particules. Dans la figure (a), des jets d’air peuvent être utilisés pour fluidifier le sable. Alternativement, selon la figure 3 (b), un carreau de céramique poreuse se trouve sous le sable, qui est utilisé pour disperser l’air sous le sable.
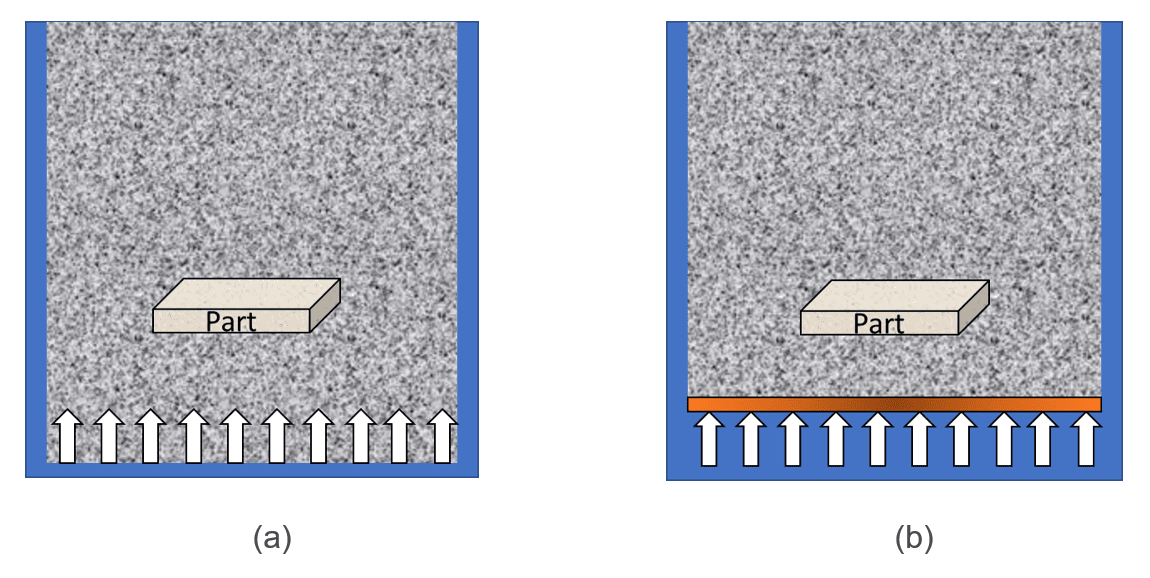
Figure 3 Variations de sablage en lit fluidisé (a) lit fluidisé à jet et (b) lit fluidisé à carreau poreux
ThÉorie
La vitesse d’une particule de stuc provenant d’une sableuse à pluie avant d’impacter l’enveloppe peut être calculée en utilisant le modèle de vitesse terminale d’une particule :

si m est la masse de la particule, est l’accélération due à la gravité, ρ est la densité du fluide, A est la surface de la particule et Cd et le coefficient de traînée. L’énergie cinétique peut être calculée en utilisant Équation 2 :

Si est la masse de l’objet et est la vitesse.
Les lits fluidisés présentent les propriétés suivantes [4] :
- Les particules se comportent comme un liquide de même masse volumique
- La pression à l’intérieur du lit varie en fonction de la profondeur
- Le mouvement des particules est rapide, ce qui permet un bon mélange
- Une surface de particules élevée est disponible
Pour les applications de moulage à la cire perdue, les propriétés des particules et la fluidification qui s’ensuit ressemblent aux particules du groupe B, comme le montrent les groupements de Geldart dans la Figure 4 [5]
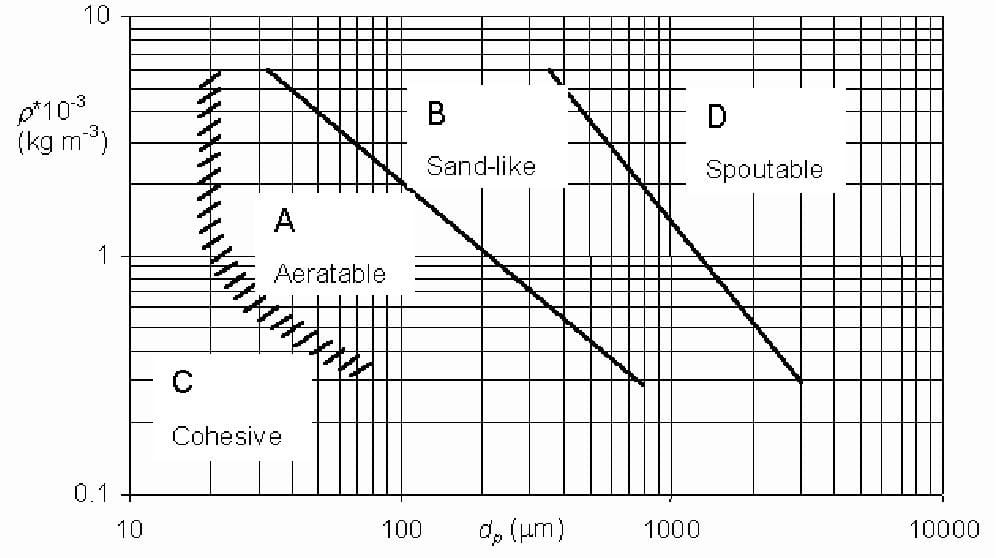
Figure 4 Les groupes de particules de Geldart [3]
Les propriétés d’une particule du groupe B sont [5] :
- les forces interparticulaires sont négligeables
- les bulles se forment lorsque la vitesse du gaz atteint la vitesse minimale de fluidification
- l’expansion du lit est faible
La taille des bulles augmente avec l’augmentation de la vitesse du gaz
Pour les lits fluidisés, l’équation d’Ergun peut être utilisée pour mesurer la chute de pression dans un lit fluidisé. L’équation d’Ergun peut s’écrire [4] :

Si :
= chute de pression dans le lit fluidisé
H = chute de pression dans le lit fluidisé
ε = fraction de vide des particules
dp = diamètre des particules
U = vitesse superficielle du fluide
ρ = densité du fluide
µ = vitesse du fluide
En utilisant ces équations, et en se basant sur les preuves empiriques obtenues par des mesures en cours de processus, il a été possible de calculer l’énergie d’un stuc de soutien standard. Pour le calcul, une particule d’aluminosilicate de 80 µm (supposée sphérique) a été utilisée.
Il y a une différence d’environ 25 fois entre le sablage à pluie et les lits fluidisés. Pour le sablage à pluie, l’énergie calculée était de 2,8 x 10-5 J. En résolvant U dans l’équation 3, la vitesse d’une particule de stuc dans le lit s’est avérée être de 0,085 m s-1. tandis que pour l’application en lit fluidisé, l’énergie par particule a été calculée comme étant de 1,15 x 10-6 J. Bien que cela représente une grande différence d’énergie, il y a quand même des avantages pour les deux systèmes.
RÉsumÉ
Il y a des points positifs et négatifs liés aux deux méthodes d’application de stuc. Certains avantages en cours de processus sont présents avec l’une ou l’autre méthode. Il existe une grande différence dans l’énergie transmise par les particules, ce qui affecte les performances mécaniques et microstructurales d’une coque. Dans le prochain article, nous examinerons cette question plus en détail. Restez à l’écoute !
Références :
[1] Jones, S., C. Yuan, et S. Blackburn, Fundamental Study of the Microstructure and Physical Properties of Fluidised Bed and Rainfall Sanding Ceramic Shells, . Journal of Materials Science and Technology, 2007. 23(6) : p. 706-714.
[2] Dooley, G. et al. « Effect of Stucco Application Method on the Mechanical Performance & Microstructure of Investment Casting Shells », 9 octobre 2013, 60e conférence technique de l’ICI, Pittsburgh, PN, États-Unis
[3] Technology, A.C. Fluid Bed Systems. Disponible à l’adresse : http://www.appliedchemical.com/products/fluid_bed_systems/.
[4] Seville, J., Fluidisation of Cohesive Particles, in Granulation. 2007, Elsevier. p. 1041-1069.
[5] Geldart, D., Types of Gas Fluidization. Powder Technology, 1973. 7 (5): p. 285-292.
< Back to insights

