Методы нанесения обсыпки — теория
В этой статье я бы хотел рассмотреть различия двух методов нанесения обсыпки при литье по выплавляемым моделям. По этой теме ранее Джонсом уже был опубликован ряд статей [1]. Мне бы хотелось сделать обзор выполненной работы для своей диссертации, по которой был сделан доклад на конференции ICI в 2013 г. [2].
Выбор метода нанесения обсыпки зависит от многих факторов, и поэтому я начну с основ каждого метода. Первая статья посвящена основам процесса, теории нанесения и энергии в обсыпке во время ее нанесения. Затем мы рассмотрим влияние на прочность оболочковой формы, проницаемость и микроструктуру.
Стоит отметить, что оба этих метода нанесения обсыпки имеют свои преимущества и ограничения. Нанесение слишком большого количества обсыпки при использовании обоих методов может привести к уносу всех прилипших частиц обсыпки и абразивному износу.

Рис. 1 Нанесение слишком большого количества обсыпки на детали может привести к абразивному износу и «проплешинам»
Более того, некоторые огнеупорные материалы во время нанесения обсыпки могут крошиться, в результате чего в системе станет больше мелких частиц или пыли обсыпки. Эта пыль затем покрывает влажную суспензию и ухудшает прилипание обсыпки, в результате чего оболочковые формы получаются более тонкими и менее прочными. Основной параметр, который необходимо учесть — это мелкие частицы обсыпки. Производители оборудования и поставщики материалов должны контролировать этот параметр во время производственного процесса с использованием вытяжных систем.
Верхняя посыпка
Краткий обзор
Верхней посыпкой называют процесс нанесения обсыпки на влажную суспензию, при котором она падает на нее сверху наподобие «дождя». Есть два метода верхней посыпки. Это верхняя посыпка в ковшовой или шнековой машине (a) и в ротационной машине (b) (см. рис 1). В машинах такого типа используется принцип «линии прямой видимости», т. е. обсыпка будет нанесена только на ту часть влажной оболочковой формы, которая обращена вверх.
Одна из особенностей таких машин — это автоматическое просеивание наносимой обсыпки, благодаря чему на оболочковую форму попадает меньше крупных комков обсыпки.
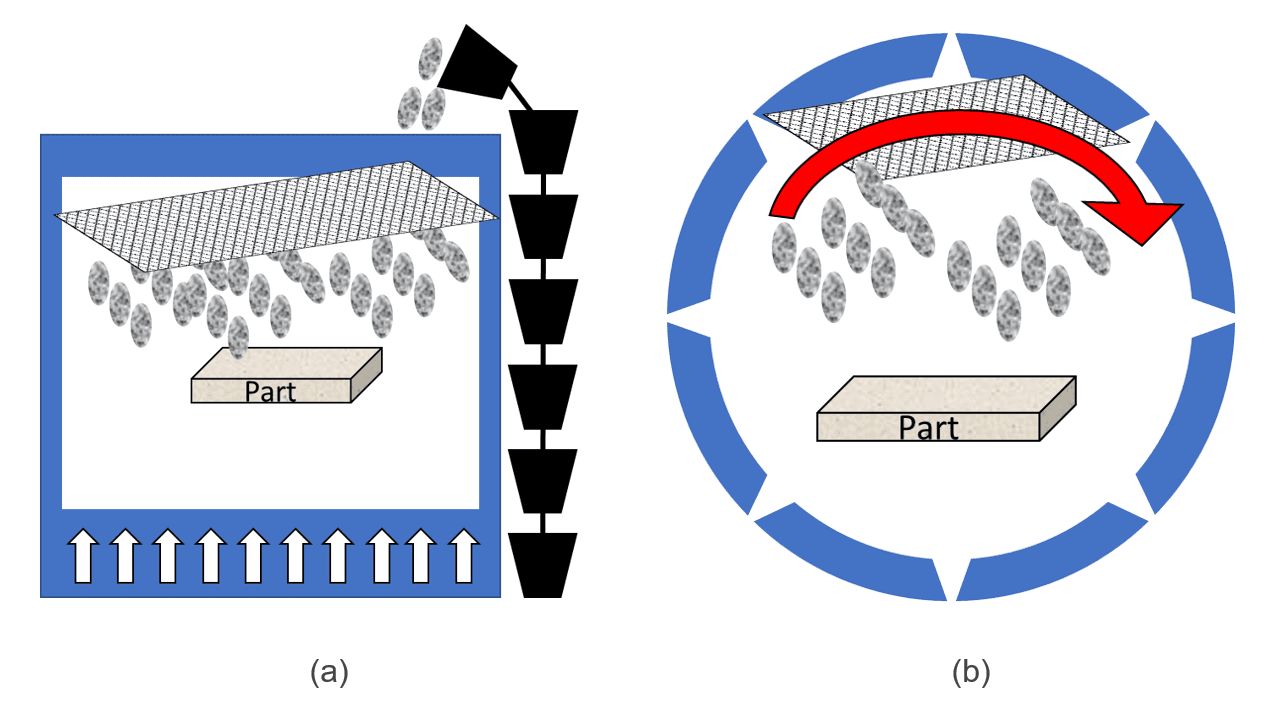
Рис. 2 Варианты машин верхней посыпки: (a) ковшовая или шнековая машина верхней посыпки и (b) ротационная машина верхней посыпки
Псевдоожиженные слои
Превдоожиженные слои широко используются во многих процессах, в том числе в фармацевтической и пищевой отрасли [3]. Превдоожиженный слой образуется при прохождении жидкой среды, которой обычно является газ (воздух), вверх через слой частиц обсыпки, лежащий на распределителе [4]. Этот метод может быть эффективен в том случае, если у оболочковой формы есть глухие отверстия или «затененные» участки, которые также должны быть покрыты частицами обсыпки. Однако для обеспечения эффективного покрытия оболочковых форм этот процесс требует более точного управления и регулярного обслуживания сит.
При использовании псевдоожиженных слоев также есть два варианта передачи энергии частицам. На рис. (a) для псевдоожижения слоя частиц в него можно подавать струи воздуха. Второй вариант показан на рис. 3 (b). В этом случае под слоем частиц обсыпки установлена пористая керамическая пластина, равномерно распределяющая поступающий снизу воздух.
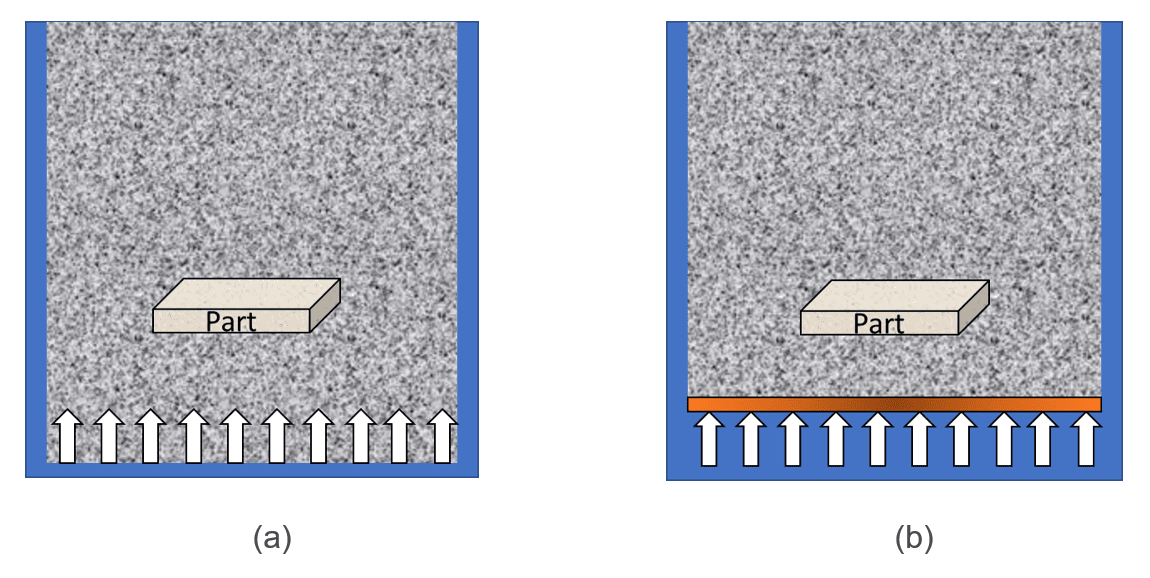
Рис. 3 Варианты псевдоожижения слоя частиц обсыпки: (a) подачей струй воздуха (b) пористой керамической пластиной
Теория
Скорость частицы обсыпки, падающей из машины верхней посыпки, перед ее столкновением с оболочковой формой можно рассчитать с использованием модели равновесной скорости падения частицы:

где m — масса частицы, — ускорение свободного падения, ρ — плотность жидкой среды, A — площадь поверхности частицы и Cd — коэффициент аэродинамического сопротивления. Затем можно будет рассчитать кинетическую энергию по следующей формуле Уравнение 2:

Где — масса объекта, а — его скорость.
Превдоожиженные слои имеют следующие свойства [4]:
- Частицы ведут себя как жидкость такой же объемной плотности
- Давление внутри слоя изменяется с глубиной
- Частицы движутся быстро, благодаря чему слой хорошо перемешивается
- Обеспечивается большая площадь поверхности частиц
Для процессов литья по выплавляемым моделям свойства частиц и последующее псевдоожижение их слоя имеют сходство с группой частиц B при классификации по Гельдарту Рис. 4 [5]
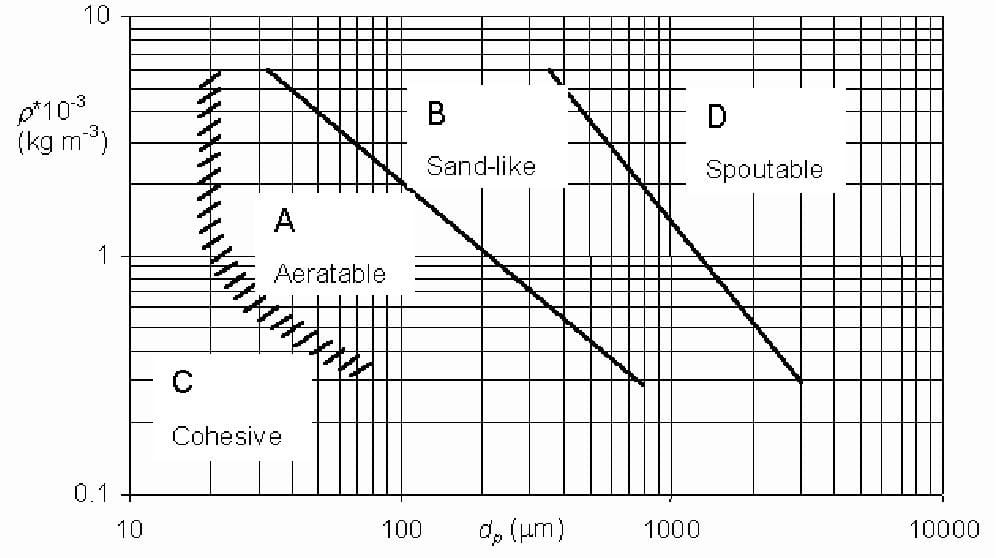
Рис. 4 Классификация частиц по Гельдарту [3]
Частицы группы B имеют следующие свойства [5]:
- Силы взаимодействия частиц пренебрежимо малы
- Когда скорость газа достигает минимальной скорости псевдоожижения, то образуются пузыри
- Расширение слоя небольшое
При повышении скорости газа размер пузырей увеличивается
Для расчета перепада давления в псевдоожиженном слое можно воспользоваться уравнением Эргуна. Уравнение Эргуна можно записать в следующей форме [4]:

где:
= перепад давления в псевдоожиженном слое
H = высота слоя с перепадом давления
ε = порозность
dp = диаметр частиц
U = поверхностная скорость жидкой среды
ρ = плотность жидкой среды
µ = скорость жидкой среды
С использованием этих уравнений и эмпирических данных, полученных в процессе измерения, была рассчитана энергия стандартной частицы обсыпки во вторичном слое. Расчет был проведен для частиц алюмосиликата диаметром 80 мкм (принималось, что у них сферическая форма).
Энергия частиц при верхней посыпке отличается от энергии в псевдоожиженных слоях примерно в 25 раз. При верхней посыпке расчетная энергия была 2,8 x 10-5 Дж. Скорость частицы обсыпки в слое (U), определенная по уравнению 3, составила 0,085 м/с-1. В то же время, в псевдоожиженном слое расчетная энергия одной частицы составила 1,15 x 10-6 Дж. Несмотря на такое большое различие этих энергий, у обеих систем нанесения обсыпки все же есть свои преимущества.
Резюме
У обоих методов нанесения обсыпки есть положительные и отрицательные стороны. Использование любого из этих методов дает некоторые преимущества. Есть большое различие между энергиями, поглощаемыми частицами. Это повлияет на механические и микроструктурные свойства оболочковой формы. В следующей статье мы рассмотрим данный вопрос более глубоко. Следите за информацией!
Список литературы:
[1] С. Джонс, C. Юань и С. Блэкберн, Фундаментальное исследование микроструктуры и физических свойств керамических оболочковых форм, изготовленных с использованием метода покрытия частицами обсыпки в псевдоожиженном слое и метода верхней посыпки. Журнал по материаловедению и технологии, 2007. 23(6): с. 706–714.
[2] Дули Г. и др. «Влияние метода нанесения обсыпки на механические характеристики и микроструктуру оболочковых форм для литья по выплавляемым моделям», 9 октября 2013 г., 60-я техническая конференция ICI, Питтсбург, PN
[3] Прикладные химические технологии. Системы с псевдоожиженным слоем. Размещено на: http://www.appliedchemical.com/products/fluid_bed_systems/.
[4] Севилле Дж. Псевдоожижение когезивных частиц при грануляции. 2007 г., Эльзевир, с. 1041–1069.
[5] Гельдарт Д. Типы ожижения газов. Порошковая технология, 1973 г. 7(5): с. 285–292.
< Back to insights

