Drying of Ceramic Shells – The Theory
It has been a while since we posted an insights article, I would like to present work carried out by our ceramic shell expert Manuel Guerra many years ago which is still as relevant now as ever before. Drying of shell systems is one of the most topical areas of ceramic processing within investment casting and can have major issues with shell quality and scrap.
The question of when a ceramic shell is dry has confronted foundrymen since the introduction of the shell mould. Funk and Wagnalls Standard College Dictionary defines dry as “Devoid of moisture; not wet or damp”. However, when is a shell (or individual dipcoat) “devoid of moisture”? The answer to this question is not always straightforward.
Several different methods have been used over the years to try to determine dryness. These include redip indicators, electrical conductivity, humidity measurements, thermocoupling the wax pattern, checking the temperature, and weighing moulds. Many of these methods have merit, but what may work well in one foundry will not always transfer to another. There are many factors to consider (ie.; shell throughput, room size, part configuration, etc.). In this paper, a simple configuration was chosen, so that consistent results would be obtained. Also, only water-based colloidal silica binder will be addressed. However, some of the same principles will hold true for non-aqueous systems.
Drying has been studied for many years, as it is critical in the manufacture of most ceramic bodies. Most monolithic ceramic bodies must have moisture removed in a very controlled manner, or severe cracking or warping can occur. Fortunately, the sequence of putting one dip on at a time allows for much greater flexibility in drying, as the slurry layer is thin and spread over a wide area. Also, the stucco layer acts to slow down the rate of dry on each individual dip by covering much of the surface of the slurry. Nevertheless, low relative humidity and/or excessive air movement can cause cracking on the first several dips. One reason often given for this occurring is “over drying”.
However, what most people perceive as over drying is really a case of drying too rapidly. In addition, after the coat is dry or nearly dry, a large or rapid temperature change can cause wax expansion which can crack the coating. A graphic illustration of the stages of drying is shown in FIGURE ONE.
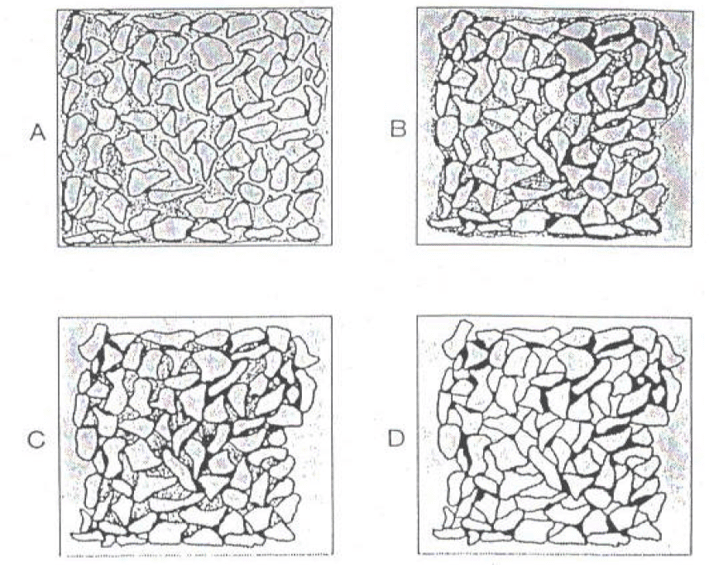
Part A of FIGURE ONE shows a group of particles separated by a large amount of water, which would be the case when a cluster has just been dipped. Part B is when some of the water has been removed. Some shrinkage has occurred, and many of the particles have started to touch. In Part C, drying shrinkage has stopped, as all the particles have made at least some contact with other particles. A great deal of water is left in the pores and at interparticle contacts. In Part D, most of the readily accessible water is gone. Some liquid in small capillaries remains, along with physically adsorbed water.
If the drying rate is too fast, stresses occur in the ceramic. If these stresses are large enough, cracking can occur. In some instances, the cracking does not create a major defect, but many times it will (ie.; buckle, lifting, etc.). When the defect occurs a long time after the part has been dipped, over drying is usually cited as the cause. However, unless the dried cluster has been subjected to new stresses, the residual stress from too fast a dry rate is almost always the problem.
It has long been known that colloidal silica binders do not form strong bonding networks when gelled (by acids, bases, or salts). The binder must set (by drying) to yield optimum bonding strength. If colloidal silica is not allowed to totally set, a certain loss in strength will occur. The amount of the loss will depend on how much moisture is left in the ceramic when it is re-dipped.
The next article will outline the lab study carried out to assess how different drying conditions can impact the strength of the shell.
Disclaimer
Contact your nearest REMET Sales Office regarding product specifications.
Contact your REMET Territory Manager and visit www.remet.com if you have any questions or require additional information.
Information and/or recommendations based on research and technical data believed to be reliable. Offered free of charge for use by persons with technical skills, at their own discretion and risk, without guarantee of accuracy REMET makes no warranties, express or implied, and assumes no liability as to the use of its products or of any information pertaining thereto. Nothing herein is intended as a recommendation to infringe any patent.
< Back to insights
