FF>>Form® – A technical comment
Cross Linked PolyStyrene – On the up and up!
For any producers of investment cast parts, they are probably using filler within their wax. Filler is a really good addition to waxes to reduce the effects of sinkage and shrinkage within pattern waxes. Within the EU, XLPS (Expanded PolyStyrene) is far preferred over its rivals due to its small environmental impact, negligible toxicity and reliable performance. If anyone follows the current market trend for Styrene, they will be aware of increase in cost in recent months by over 50 %. This is driven by downtime and maintenance work within some US producers. This can be seen clearly within figure 1.

Figure 1 Styrene Prices over the last year [Source ISIC]
With this in mind, needing to rely on this material for dimensional control within engineered waxes leaves the market vulnerable to changes in quality and price increases.
I came to Remet only 5 months ago and heard of Remet’s novel and patented Fast>>Form®technology within the first few days. At first I had no knowledge of how it could benefit the process and was unaware of the interesting properties it possesses. Since then I have conducted a number of trials with customers on various different parts of different dimensions, thicknesses, and on different presses and am always surprised by the results. Within this article, I will present two graphs which I believe, highlight the power and ability of this truly innovative wax.
It is un-filled – So what?
The main benefit of the FF waxes is the ability for them to be unfilled. However, due to the nature of the chemistry within the process, some fascinating secondary properties are generated. The first graph I would like to present is viscosity.
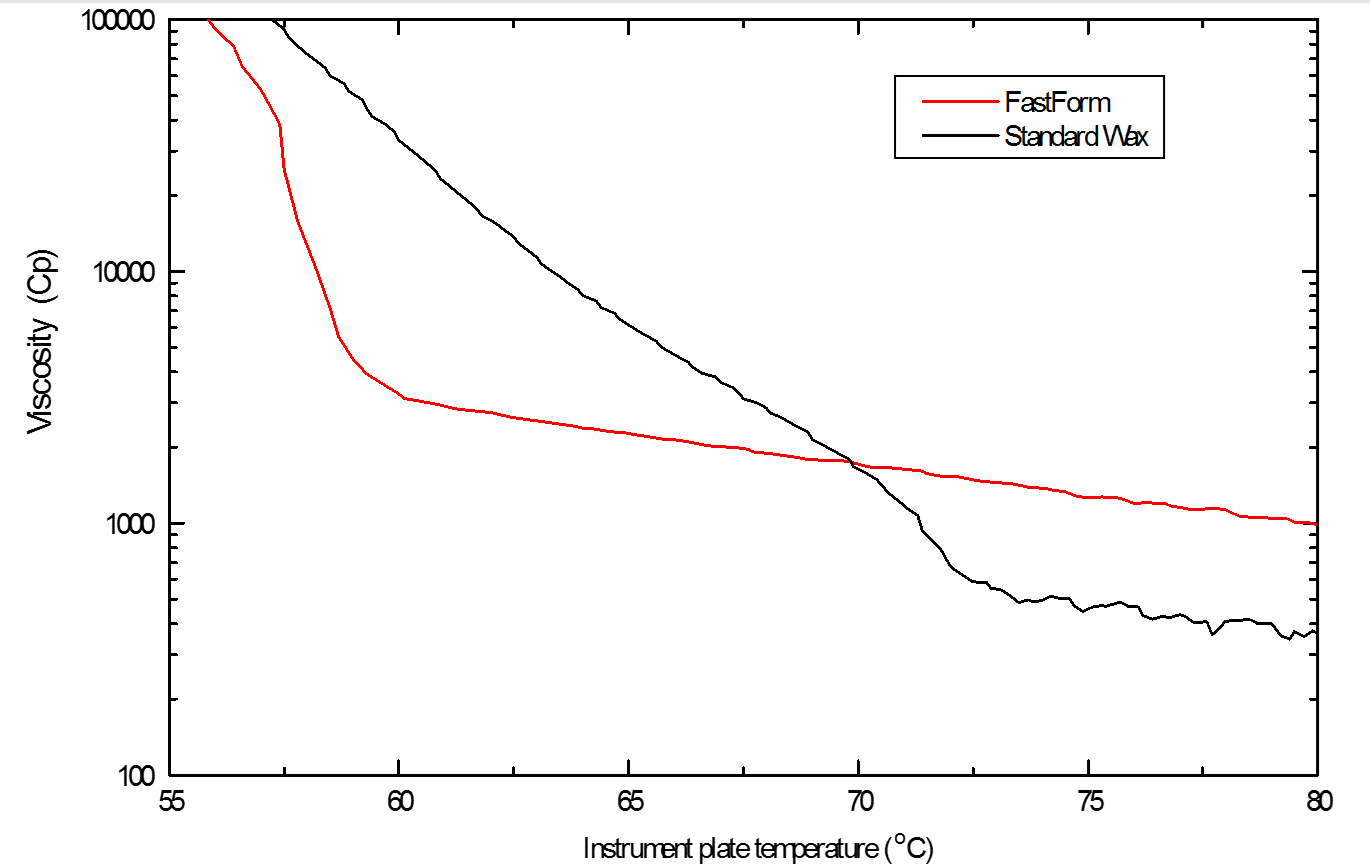
Figure 2 Viscosity Curve for a traditional filled (Black) and unfilled FF (red) wax
Many people have seen viscosity curves and are aware of how these work but let me take two minutes to explain. The viscosity curve is a measure of a wax’sresistance to flow at different temperatures. The viscosity of a wax is measured over a temperature gradient ata constant shear rate. As expected, waxes flow less as they move more towards their congealing point.
The graph presented here is simple; a traditional filled wax vs. a FF wax. So what does this graph tell us? Well let’s look at injection first. If we are injecting a wax at 60 °C, we can see a FF wax will have a lower viscosity than traditional filled waxes. This has huge benefits for the filling of tight passageways, around cores and into blade tips at these temperatures. It is clear to see no filled waxes can match the viscosity of the wax anywhere along the curve without increasing the temperature to levels where dimensional issues are present.
As we move through the process let us look at de-waxing. During de-wax the above graph still holds, at lower temperatures, the wax will flow causing far quicker and more complete de-wax and a massive reduction in the probability of shell cracking. If you have ever de-waxed a shell, you also find some shiny XLPS still present in areas where they adhere to the shell. With an unfilled wax the de-wax leaves an extremely clean shell ready for casting.
Secondly, let’s look at an even simpler graph.
Figure 3 Shrinkage of FF wax portfolio
This graph intentionally has no units. What is the graph telling us? Well it shows a linear graph. It shows that based off specific formula alterations, the FF can be “tuned” to the dimensions specific to the application and previous waxes. This linear graph shows the dimensions can be varied across the full spectrum of filled waxes on the market to achieve dimensional results. If anywhere along this line needs to be hit, we have a wax for it.
Finally, not a graph but two big bold numbers.

One is the level of sink seen on parts following injection and the other is typically the process time reduction seen in production, do I need to outline which one? If so, one examples of the reduction seen on processing time was a part which historically took 180s and still required delicate removal from the tool. With FF wax, this was reduced to 70 s and was resilient and tough when removed from the tool.
As Group Technical Director I present the technical results and comments, as a user you should see the product benefits for yourself so contact your local territory manager for more information!
Disclaimer
Contact your nearest REMET Sales Office regarding product specifications.
Contact your REMET Territory Manager and visit www.remet.com if you have any questions or require additional information.
Information and/or recommendations based on research and technical data believed to be reliable. Offered free of charge for use by persons with technical skills, at their own discretion and risk, without guarantee of accuracy REMET makes no warranties, express or implied, and assumes no liability as to the use of its products or of any information pertaining thereto. Nothing herein is intended as a recommendation to infringe any patent.
< Back to insights
